 容大客戶服務熱線
17766358885
容大客戶服務熱線
17766358885









氫剝離

氫剝離應用的范圍:
加氫技術包括加氫裂化和加氫精制。石油煉化、化工制藥行業等。
氫剝離適用范圍:主要適用于通過在鋼基體上堆焊不銹鋼合金制成的雙金屬產品的氫剝離評定
氫剝離原理及實驗過程:
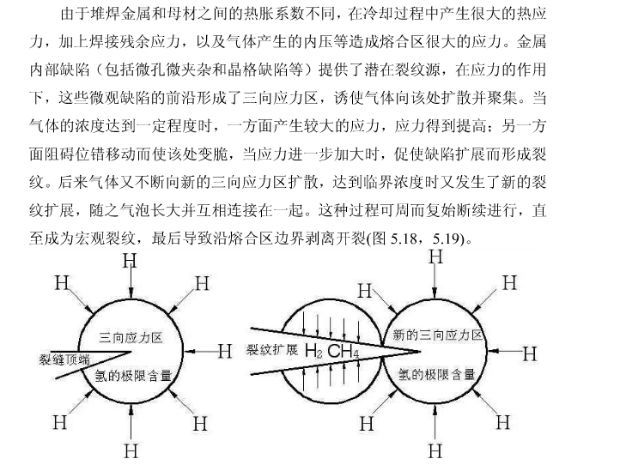
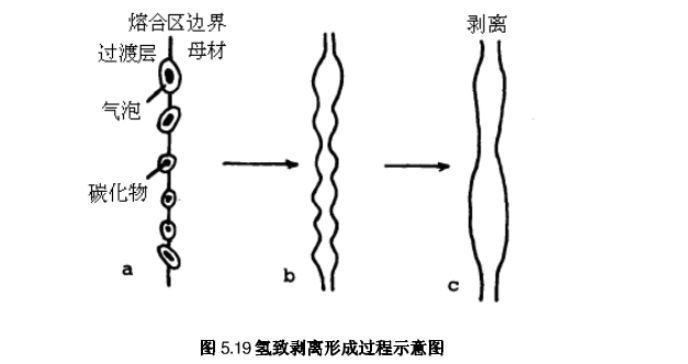
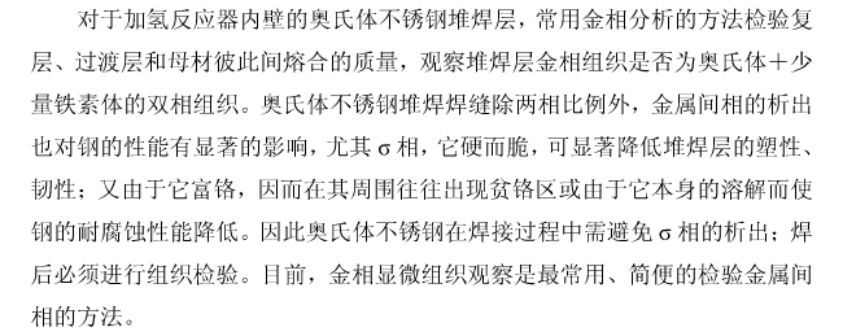
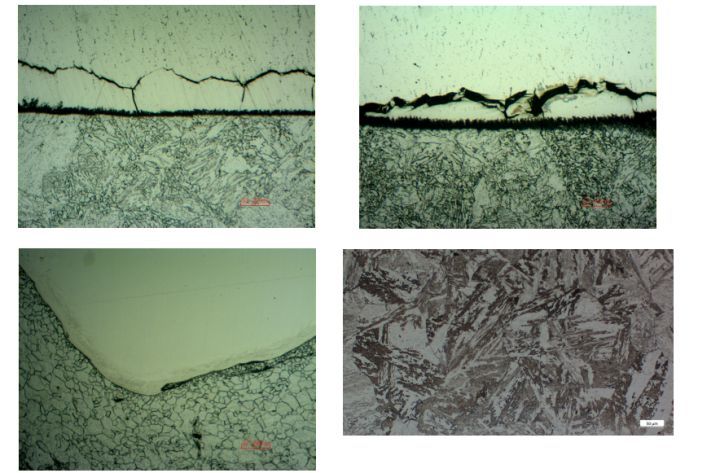
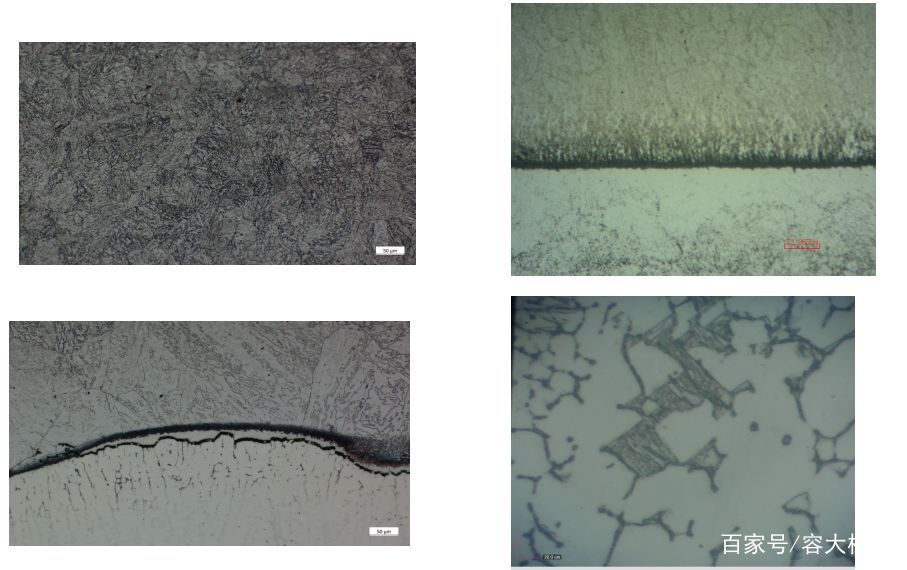
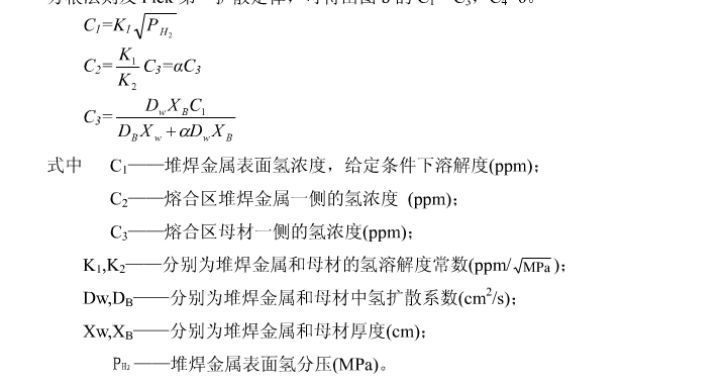
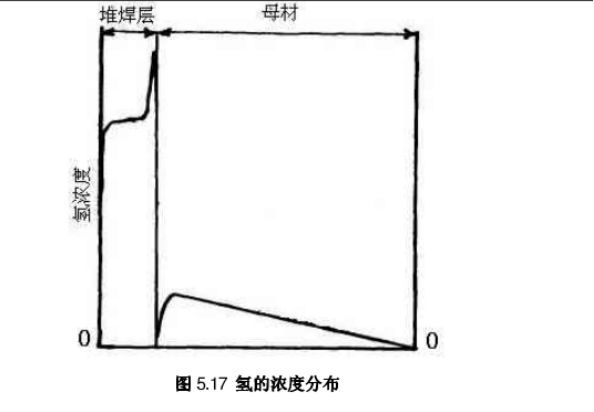
氫剝離是指內壁具有堆焊層的加氫化工設備常見的缺陷。高溫下氫原子穿過奧氏體鋼堆焊層溶入基體鋼材,降至常溫后基體鋼材對氫的溶解度大大降低,但氫已無法以原子態逸出,此時會聚集在鋼內部或基體與堆焊層的界面附近。界面的結合力不牢固時,易被具有很高壓力的聚集起來的氫-氣團脹裂,從而出現界面剝離裂紋。
氫剝離試劑要求:
H2及N2的純度為:99.999%以上
氫氣是一種無色無臭氣體,無毒、無腐蝕性、極易燃燒,在空氣中濃度達到4.1%~74.2%
時成為爆炸性混合物,遇火星、高熱能引起燃燒爆炸。氫氣比空氣輕,在室內使用或儲存氫氣,當出現泄漏時,氫氣上升滯留屋頂,不易自然排除,遇火星引起爆炸,空氣中高濃度氫氣易造成缺氧,使人窒息
氫氣瓶不能和強酸、強堿及氧化劑等化學危險物品同庫軍存放,氣集裝格必須與氧氣瓶、氯氣瓶、氟氣瓶等性能相抵觸的氣瓶隔離存放
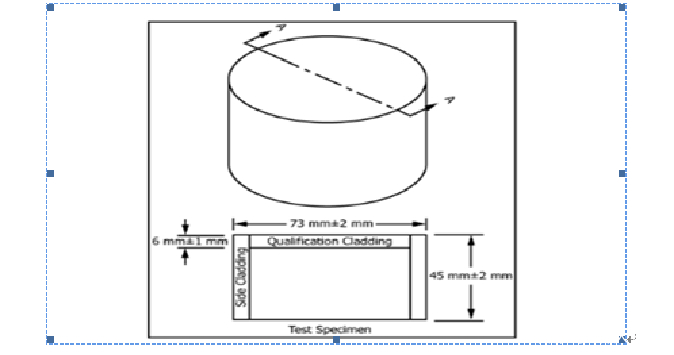
氫剝離試驗試樣要求:
直徑:73±2mm, (b)厚度45±2mm,但是,對于較薄的橫截面材料,可減小試樣厚度,側面需堆焊。試樣數量為3塊
試驗周期為:10-12
氫剝離試驗步驟:
1、剝離試驗試樣取自堆焊焊接工藝評定試板
2、測量下述試樣尺寸: (a)直徑, (b)厚度,(c) 堆焊層厚度。
3、如果雙金屬板在制造后未經熱處理,則應按照雙金屬產品所需的熱處理溫度的時間和溫度,以材料規范要求的冷卻速率對各實體進行熱處理。然而,如果雙金屬板試樣已經經過熱處理,則側焊焊縫應在600℃最大溫度下進行熱處理,冷卻速率以材料規范要求為準。
4、堆焊后的試樣應進行超聲波檢測,按相應的無損檢測標準進行。對于在不銹鋼/鋼交界面1mm范圍內(含)發現 的任何缺陷、開裂或分層,均應在報告中體現出來。 超聲波檢測可以采用EPCH4 , 探頭為K5M ,探頭直徑為中3/10mm,頻率2.5MHZ,靈敏度為6dB。 超聲波檢測儀器的靈敏度,在每次檢測前,都應驗證,采用模擬 堆焊校準試塊,檢測工藝與實際相同。
7、密封、除氣,連通系統。除氣時,可以反復抽真空/充入情性氣體(氬氣或氦氣),至少3個循環,以減少裝置內的氧含量。除氣工藝應在試驗開始時,在特定裝置中采用氣體分析法進行 驗證。并且下述部位充氣后應重新驗證:承壓部、試驗系統、除氣工 序中。
8、采用氮氣進行壓力試驗,試驗壓力19MPa.保壓三10分鐘。
9、釋放惰性氣體,抽真空 。
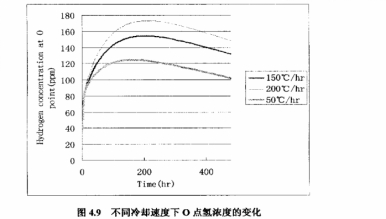
10、充入氫氣 加壓至19MPa.并級慢加熱至460℃.待試驗溫度和壓力穩定后,保持該狀態48士1小時。 然后,冷卻速率≥150℃/小時或客戶實際工況的冷卻速率。溫度低于200℃,卸壓,可以充入惰 性氣體,或者直接在空氣中冷卻。冷卻至室溫時,試塊在24+2. 5℃保 存7天,然后進行UT檢測。如果試驗系統中的任何部分斷開或者加壓過程中更換惰性氣體或 試驗氣體,除氣工序應重新開始。如果溫度或壓力超過預期值分別5℃ 或0. 3MPa,試驗應中斷,重新開始。從200C以下的冷卻,采用 30-60m/min的壓縮空氣沖刷試塊每個面,冷卻至室溫,試塊采用陶質 分隔塊支撐。如果采用壓縮空氣在該溫度區間得不到快速降溫,可對試樣進行噴淋以強制冷卻。
11、按8.4條所述的UT方法,檢測并記錄 剝高區域的數量、尺寸和 分布。按ASMEG146第12章提供的文字數字編碼確定剝離等級。如果評估多個暴露周期的影響,則可將樣品在24+2. 5℃下保持48小時,然后進行超聲波評估。如果在48小時的保持期后,超聲波檢測不到氫粘結或裂紋擴展,則可以開始隨后的氫壓/溫度循環。如果在48小時后觀察到剝離或裂紋擴展,則(1)試驗可以繼續進行,或(2)在下一個氫/溫度循環之前必須保持完整的7天保持期。
氫剝離氫蝕的機理及形式
1、機理
工件在運行過程中,組織不均勻的熔合區周圍,富集氫和碳,并發生反應,在奧氏體(A)/類馬氏體焊接邊界處生成CH4氣泡,不斷的冷熱疲勞使氣泡不斷長大,并逐漸連在一起,當工作停止運行冷卻到室溫后,由于母材和焊縫金屬之間熱膨脹系數以及導熱系數的差異,使邊界處的金屬剝離。
屬于氫延時開裂。
1、M3C分解出碳與H2形成甲烷,Mo的碳化物M26C7
2、形式
高溫氫可以通過兩種方式腐蝕鋼:
a) 表面脫碳
b) 內部脫碳和裂紋,最終導致開裂
氫剝離報告
1、試驗條件
2、試驗溫度
3、試驗溫度下的氫氣壓力
4、試驗條件下的保持時間
5、試驗溫度范圍至環境溫度的冷卻速率
6、氫壓/溫度循環次數
7、超聲波探傷前在24±2.5℃下的試驗后保持時間,以及在多次循環下的保持時間
8、超聲波探傷靈敏度、探頭規格等
9、不銹鋼合金/鋼界面上用于試驗前和試驗后檢驗的脫膠區域的數量、尺寸和分布,以及第12.節中提供的字母數字編碼進行試驗后檢查的剝離等級試驗
10、 200×不銹鋼合金/鋼界面截面的代表性顯微照片,應包括:(1)未熔透的,(2)蝕刻的不銹鋼合金和(3)蝕刻的鋼基體。
11、說明HID相對于不銹鋼合金表面層、不銹鋼合金/鋼界面和鋼基體的位置和性質。
12、試樣表征,包括取向、類型、尺寸、試樣數量以及表面處理。
13、材料特性
14、合金層和鋼基體的散裝化學成分,包括碳、硫、磷和任何碳化物,如鈦、鈮(鈮)在不銹鋼合金中以及鉻、鈦、釩以及鋼基體中的鉬
術語
1、 (PWHT )postweld heat treatment
(HTHA high temperature hydrogen attack
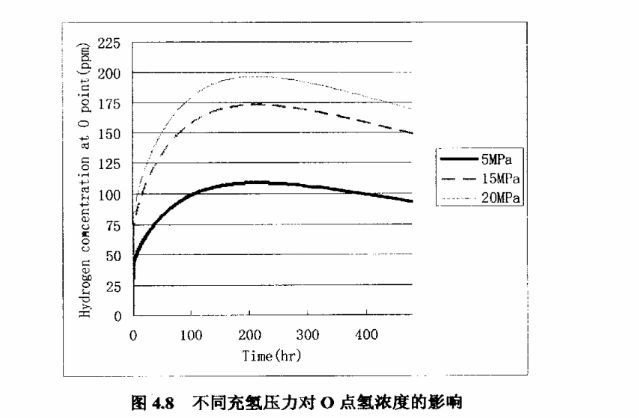
高溫和低氫分壓的結合有利于表面脫碳,而無需加熱內部脫碳和裂紋。低溫的組合,但在400以上°F(204)°C) ,高 氫分壓高于2200 psia(15.17 MPa),有利于內部脫碳和開裂,這可能導致 最終導致開裂。在高溫和高氫分壓下,這兩種機制都是活躍的

堆焊層表面成分變化

影響因素:

影響因素:金相組織的影響
影響因素:金相組織的影響
1、細的晶粒度利于提高材料的抗氫蝕性能。有利于降低晶界能的元素及措施均能提高材料的抗氫蝕性能。
2、冷加工能明顯降低材料的抗氫蝕能力。
3、調質處理>軋制+回火>爐冷。文獻報到,2.25Cr-1Mo調質后的碳化物形態為M7C3 ,正火+回火及爐冷碳化物形態為M3C,熱軋為M2C.
4、淬火組織更容易產生氫蝕
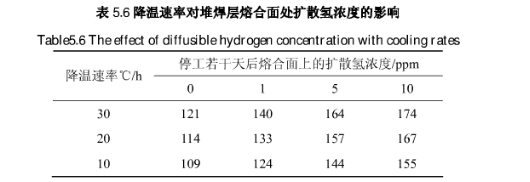
影響因素:金相組織的影響,充氫溫度越高,氫濃度越高

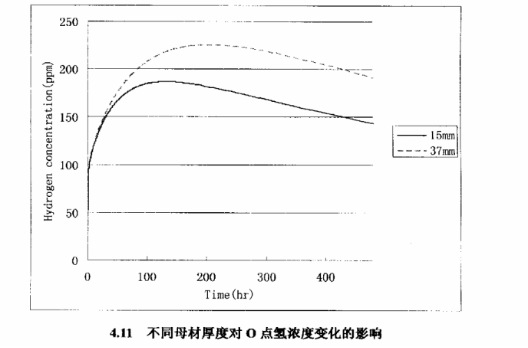
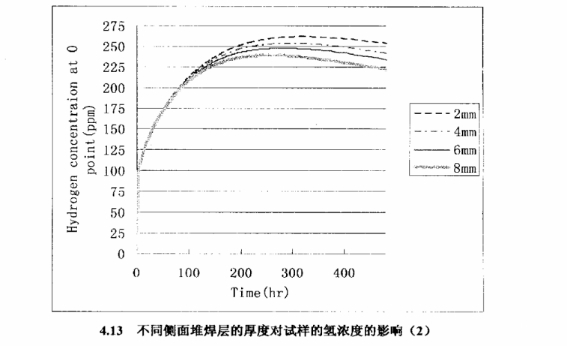
堆焊層厚度對固定試樣直徑氫濃度的影響(層面堆焊是防止氫沿徑向擴展對結果的影響)
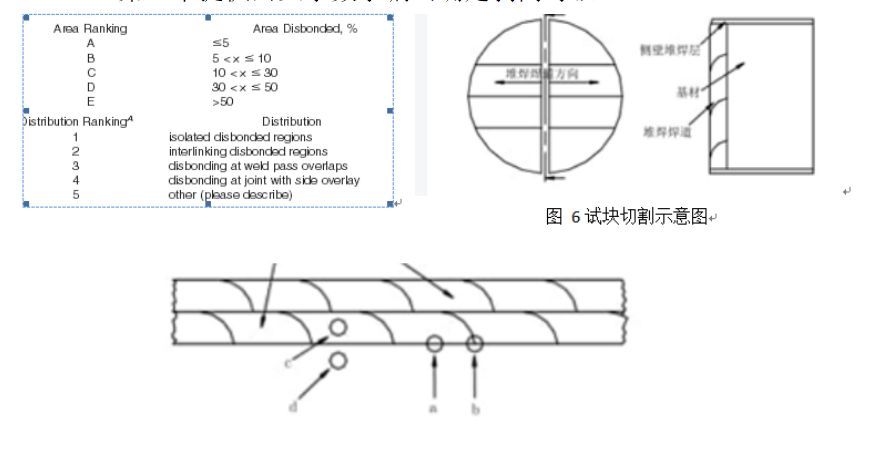
評估:
8.4條所述的UT方法,檢測并記錄 剝高區域的數量、尺寸和 分布。按ASMEG146第12章提供的文字數字編碼確定剝離等級。
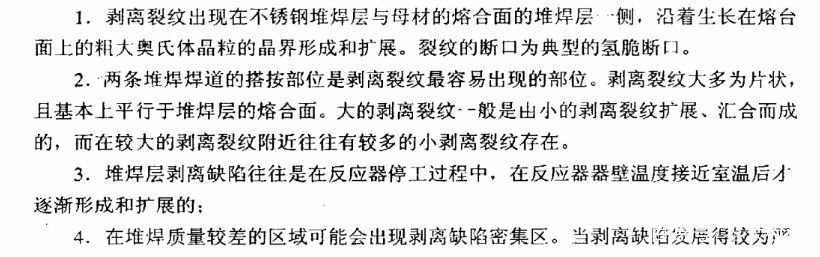
氫剝離裂紋特點


 蘇公網安備 32020502000190號
蘇公網安備 32020502000190號