 容大客戶服務熱線
17766358885
容大客戶服務熱線
17766358885









奧氏體(雙相)不銹鋼晶間腐蝕試驗方法GB/T 4334一2020
奧氏體(雙相)不銹鋼晶間腐蝕試驗方法GB/T 4334一2020
1 范圍
本標準規定了奧氏休及鐵索休-奧氏體( 雙相)不銹鋼品間腐蝕試驗方法的試樣、試驗溶液、試驗儀器和設備 、 試驗條件和步驟 、 試驗結果評定及試驗報告等內容。
本標準適用千檢驗奧氏體不銹鋼 及鐵素體-奧氏體雙相不銹鋼 (以下簡稱雙相不銹鋼)的晶間腐蝕傾向。 包括以下試驗方法:
a) 方法A,10%草酸沒蝕試驗方法
檢驗奧氏體不銹鋼晶間腐蝕的篩選試驗 ,試樣在JO%草酸溶液中電解沒蝕后,在顯微鏡下觀察被浸蝕表而的金相組織,以判定是否盂要進行方法B、方法C、方法E等長時間熱酸試驗。 在不允許破壞袚測結構件和設備的情況下,也可以作為獨立的品間腐蝕檢驗 方法。
b) 方法且50%硫酸-硫酸鐵腐蝕試驗方法
將吳氏體不銹鋼貍于50%硫酸-硫酸鐵溶液中經煮沸試驗后,以腐蝕速率評定品間腐蝕傾向。
c) 方法C,65%硝酸腐蝕試驗方法
將奧氏體不銹鋼甡于65%硝酸溶液中經煮沸試驗后,以腐蝕速率評定品間腐蝕傾向。
cl) 方法E : 銅-硫酸銅-16%硫酸腐蝕試驗方法
將奧氏休不銹鋼、雙相不銹鋼罰于銅-硫酸銅-16%硫酸溶液中經煮沸試驗后,用彎曲法或金相法判定晶間腐蝕傾向。
e) 方法F: 銅-硫酸銅-35%硫酸腐蝕試驗方法
將奧氏體不銹鋼 、 雙相不銹鋼雀于銅-硫酸銅-35%硫酸溶液中經煮沸試驗后,用彎曲法或金相法判定晶間腐蝕傾向。
f) 方法G:40%硫酸-硫酸鐵腐蝕試驗方法
將奧氏體不銹鋼、雙相不銹鋼優于40%硫酸-硫酸鐵溶液中經煮沸試驗后,用彎阱法或金相法判定品間腐蝕傾向。
本標準的附錄C以表格形式給出了各試驗方法的特點, 附錄D給出了方法E、方法F 、 方法G的應用實例。
本標準中各試驗方法不適用于用來預測不銹鋼在其他介質條件下的抗晶間腐蝕性能,也不適用于預測不銹鋼對其他腐蝕形式(如點蝕、均勻腐蝕、應力腐蝕等)的耐蝕性能。
1 規范性引用文件
下列文件對于本文件的應用是必不可少的。 凡是注日期的引用文件,僅注日期的版本適用千本文件。 凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用千本義件。
GB/T 625 化學試劑 硫酸CGB/T 625 —2007, ISO 6353-2:1983, NEQ)
GB/T 626 化學試劑 硝酸CGB/T 626 —2006, ISO 6353-2:1983, NEQ)
GB/T 655 化學試劑 過硫酸按
GB/T 665 化學試劑 無水合硫酸銅(fl)(硫酸銅 )(GB/T 665 一2007, ISO 6353-2:1983, NEQ)
GB/T 2100 通用耐蝕鋼鑄件(GB/T 2100 一2017,ISO 11972 ,2015,MOD)
GB/ T 8170 數值修約規則與極限數值的表示和判定
GB/ T 9854 化學試劑 二水合草酸(草酸)(GB/ T 9854—2008 , ISO 6353-2 : 1983, NE Q )
1 試樣
3.1 取樣及制備
3.1.1 壓力加工鋼材的試樣從同一爐號、同一規格和同一熱處理批次的鋼材中取樣。
3.1.2 鑄件試樣按 GB/ T 2100 規定,從同 一爐號 鋼水 澆注的試塊中取樣。含穩定化元素欽的鋼種,在該爐號 最末澆注的試塊中取樣。
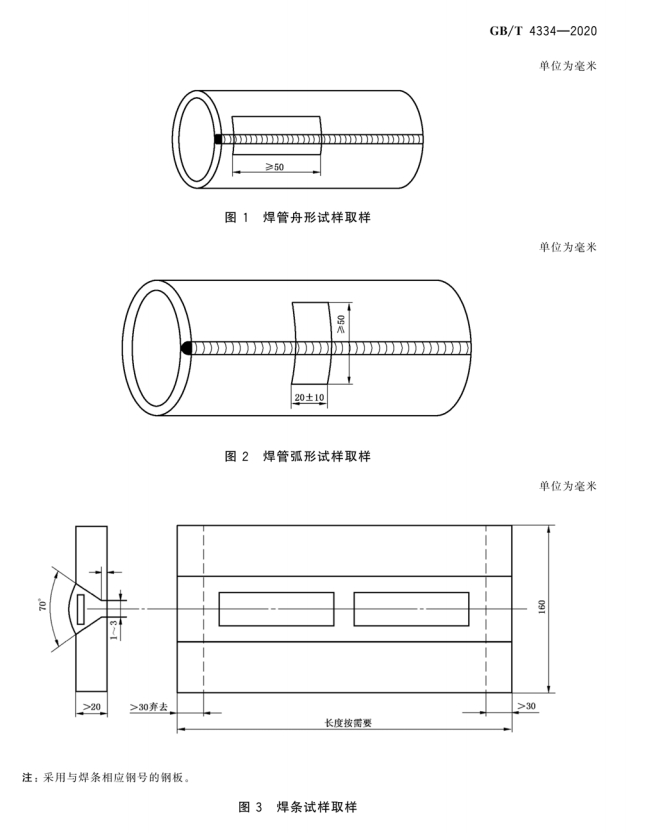
3.1.3 焊管試樣從同一爐號、同一規格和同一熱處理批次的焊管中取樣。
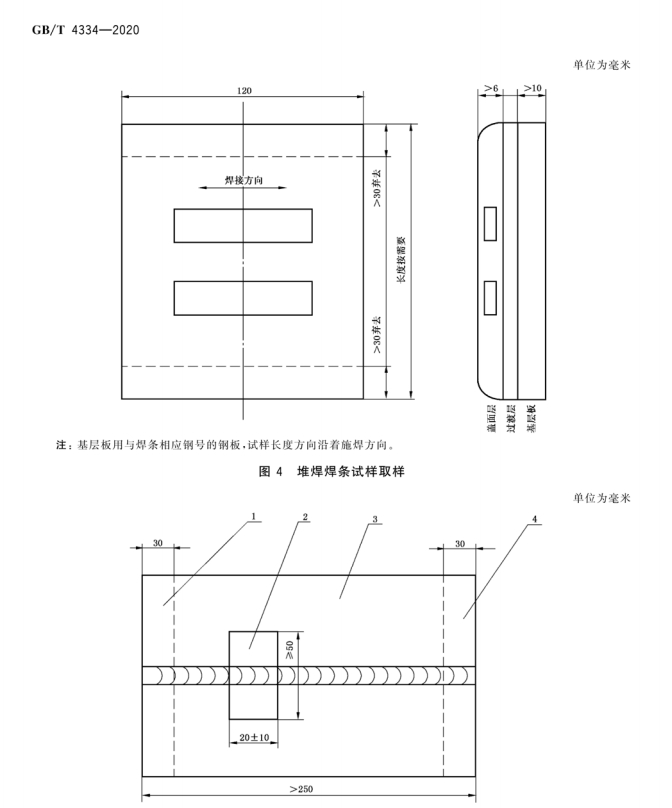
3.1.4 焊接試樣從與產品鋼材相同且焊接工藝也相同的試塊上取樣。
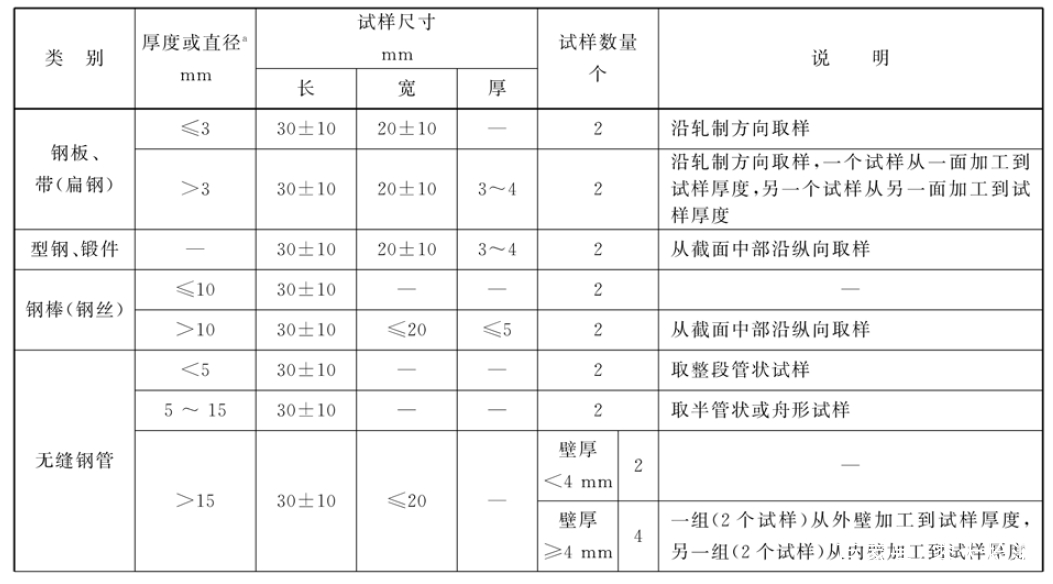
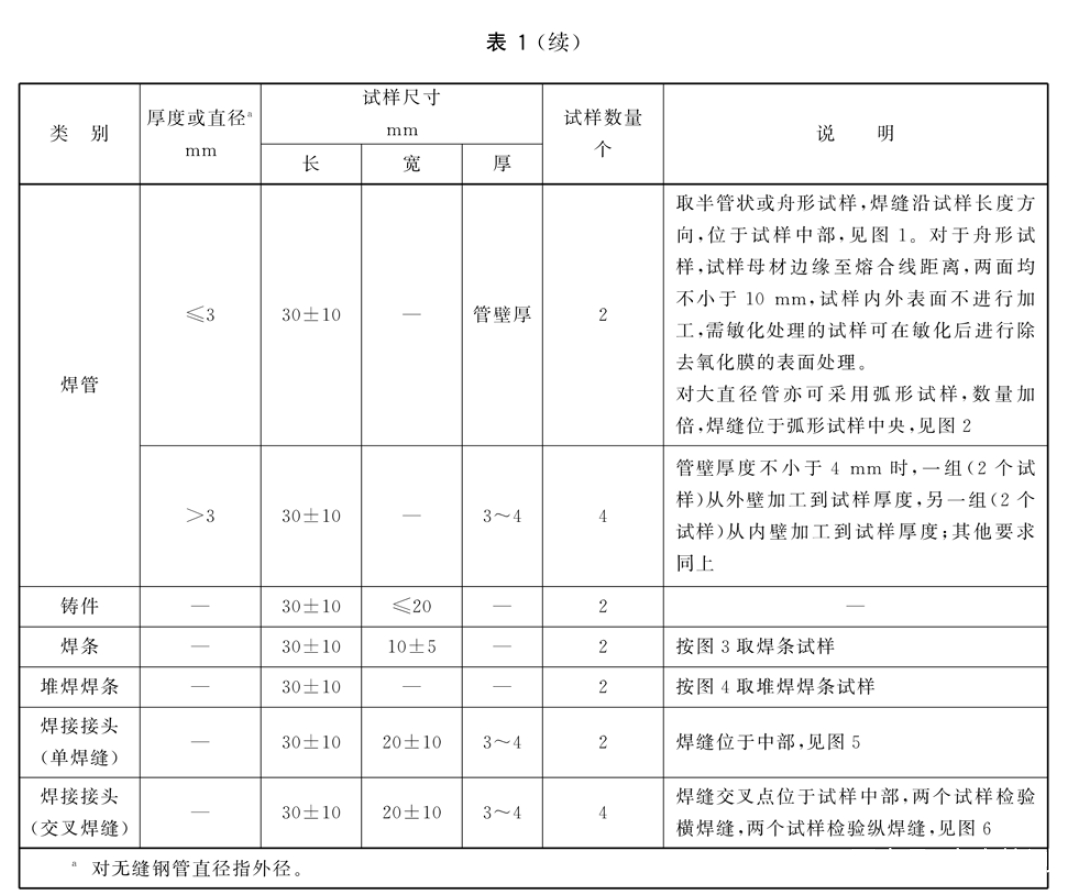
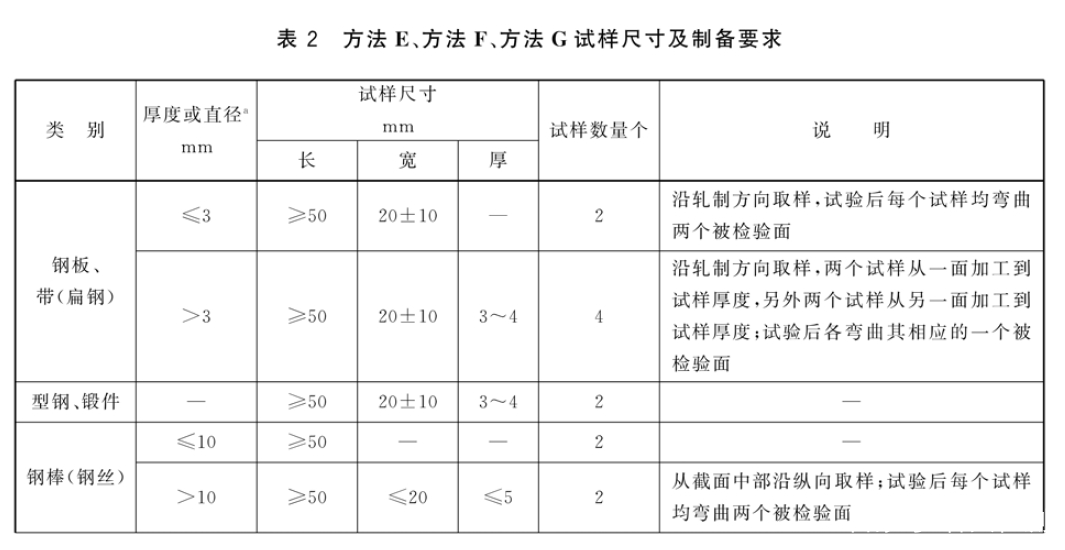
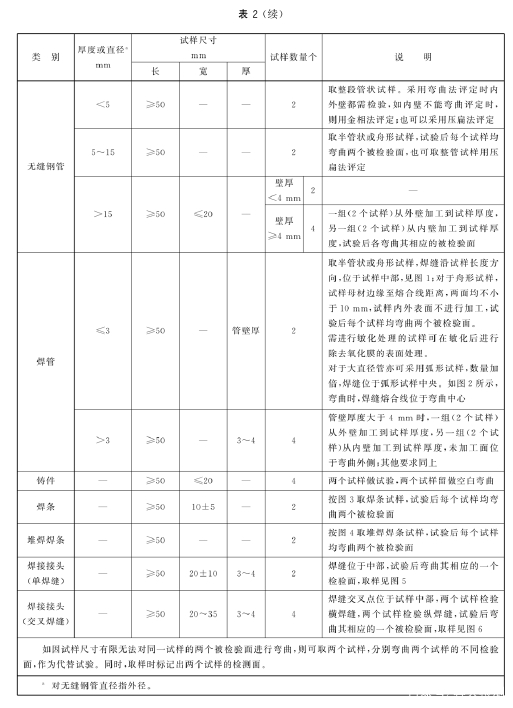
3.1.5 試樣表而官接近產品原始表面狀態。對于有焊接接頭的試樣應盡可能包括母材、熱影響區以及 焊接金屈的表而。用方法 A 判定 凹坑組織時應檢驗斷面。方法 B、方法 C 試樣尺寸及制備要求見表 1, 單個試樣總表面積應不小于 5 cm2 , 方 法 E、方法 F、方法 G 試樣尺寸及制備要求見表 2。
3.1.6 試樣采用機加丁進行切取,如用 剪切或其他方法時 應通過切削或研磨的方法除去剪切的影響
部分。
3.1.7 方法 A 試樣被檢查 的表面應拋光,以便進行腐蝕和顯微組織檢驗。
3.1.8 方法 B、方法 C、方法 E、方法 F、方法 G 試樣上有氧化皮時,耍通過切削或研磨的方式除去。需耍敏化處理的試樣,應在敏化處理后進行研磨。不能進行研磨的試樣,可以進行酸洗,表面不能過酸洗。不能進行研磨或酸洗處理的試樣,熱處理時,表面不能紈化。
3.1.9 方法 B、方法 C、方法 E、方法 F、方法 G 試樣切取及表面磨制過程中應防止表面過熱,加II 后 的試 樣 表面 粗糙 度 Ra 俏一般應 不大千 0.8 µm。 對無 法精磨的試樣,根據雙方協議也可以采用其他表而粗糙度。
表 1 方法 B、方法C 試樣尺寸及制備要求
 編輯搜圖
編輯搜圖
請點擊輸入圖片描述(最多18字)
 編輯搜圖
編輯搜圖
請點擊輸入圖片描述(最多18字)
 編輯搜圖
編輯搜圖
請點擊輸入圖片描述(最多18字)
 編輯搜圖
編輯搜圖
請點擊輸入圖片描述(最多18字)
 編輯搜圖
編輯搜圖
請點擊輸入圖片描述(最多18字)


 蘇公網安備 32020502000190號
蘇公網安備 32020502000190號