 容大客戶服務熱線
17766358885
容大客戶服務熱線
17766358885









焊接工藝評定
發布時間:2021-11-15 來源:容大檢測 瀏覽量:1601次
導讀:焊接工藝評定,焊接工藝評定測試,焊接工藝評定試驗,焊接工藝評定檢測-容大檢測
焊接工藝評定的主要目的在于證明某一個焊接工藝是否能夠獲得符合要求的焊接接頭,以判斷該工藝的正確性、可行性,而不是評定焊接操作人員的技藝水平。焊接工藝評定是保證焊接結構制造質量的重要前提。
本文重點對比的是對接焊接接頭(簡稱對接接頭)力學性能試驗方法的差異,包括取樣差異,力學性能測試內容差異和評定依據的差異等,以供相關試驗人員參考。
焊接工藝評定的程序
焊接工藝評定試驗通過對焊縫接頭進行拉伸、彎曲、沖擊等力學性能試驗,來得知金屬材料焊接性的好壞,金屬焊接工藝過程簡單而且接頭質量高、性能好時就稱作焊接性好,反之,就稱作焊接性差。
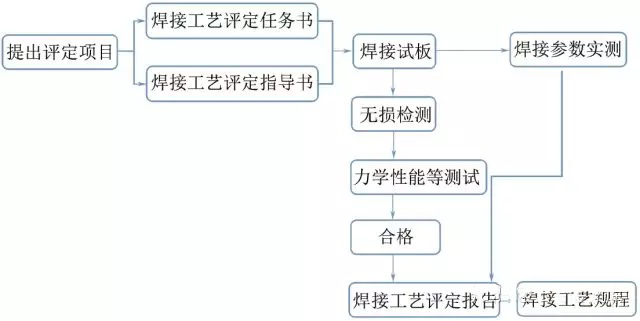
圖1 焊接工藝評定的程序
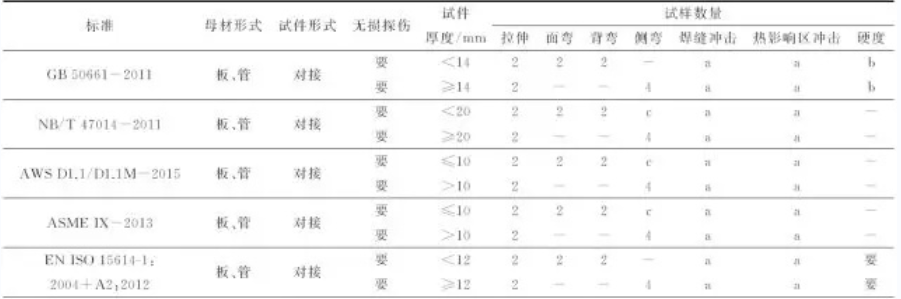
表1列出了各標準對工藝評定試驗內容的要求。焊接工藝評定中拉伸和彎曲都是必進行項目,但是對于沖擊試驗并不是全部都要求進行,一般要求碳鋼是必做的,不銹鋼一般不要求做沖擊,除非設計有要求。不同點首先是選用側彎試樣時所規定的最小板厚。
其中比較特殊的是NB/T 47014-2011,雖然給出厚度大于等于20mm時進行側彎試驗,但是同時也給出說明厚度大于等于10mm時可以用側彎代替面彎和背彎,尤其是當焊縫為不同焊接方法組合焊時更應該用側彎;其次是硬度試驗,EN ISO 15614-1:2004+A2:2012規定除了屈服強度小于275MPa的碳鋼、奧氏體不銹鋼以及鎳基合金外都要求進行硬度試驗,其他標準都是規定根據工程實際情況確定是否需要進行硬度試驗。
表1 各標準對檢驗項目和試樣數量的規定
試樣制備
1.拉伸試樣
不同標準對拉伸試樣形狀及尺寸要求見圖2和表2。接頭拉伸試樣原則上都是全厚度試樣,當試樣厚度太厚,試驗機能力無法滿足時,可以分層取樣,盡量用最少的試樣覆蓋全厚度。當管材試樣外徑很小時,也可以全厚度拉伸。拉伸試樣要去掉焊縫處的余高,與母材齊平即可。除了GB 50661-2011和EN ISO 15614-1:2004+A2:2012外,其他幾個標準的管材拉伸允許將平行段部分刨平。



 蘇公網安備 32020502000190號
蘇公網安備 32020502000190號